手机版
手机版
 关于我们
关于我们 加入收藏
加入收藏

长沙米淇仪器设备有限公司.
6 年 高级会员
高级会员
高级会员 已认证
已认证
400-810-0069转2723
获取底价
提交后,商家将派代表为您专人服务
长沙米淇仪器设备有限公司.
高级会员已认证

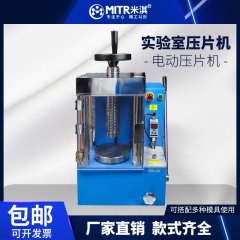
同样是粉体,有的像细沙一样自由流动,有的却像面粉一样容易结块;有的稍微一压就成片,有的加压到设备极限仍然松散。这些差异源于粉体的粒度、形状、水分、表面性质等“粉体特性”。粉体压片机(如单冲式MDP-6/MHDP-6或手动/电动压片机)能否顺利压片,很大程度上取决于操作者是否根据粉体特性调整了相应参数。本文从粉体特性出发,说明如何判断粉体的可压性、调整压片策略,以及哪些粉体不适合直接压片。
评价粉体是否适合压片,主要看四个指标:流动性(决定填料均匀性)、压缩性(加压后体积减小的能力)、成形性(粉粒间结合的能力)、水分(影响粘附和润滑)。流动性好的粉体(休止角<30°)在料斗中自然下落,片重稳定;压缩性大的粉体(如片状石墨、云母)需要更大的填充深度;成形性差的粉体(如方石英、滑石)需要加粘合剂;水分过高或过低都会导致粘冲或裂片。压片前至少要测定休止角和压缩比,作为参数设置的依据。
流动性极差的粉体(休止角>45°,如超细碳酸钙、颜料):自然填料不可靠,会出现断片或片重波动。对策:使用强制加料装置(外接振动器或搅拌桨);或改为手动填料——每次用微量勺加样后再压片。如果批量大,建议先对粉体进行干法制粒,提高流动性后再压片。
压缩比大的粉体(堆密度与振实密度比值>2.5,如轻质氧化镁、硅藻土):填充深度需要比目标片厚大很多(可能3-4倍)。MHDP-6最大填充深度18mm,如果目标片厚6mm,压缩比3,理论上18mm勉强够用,但实际可能需二次填料。对策:分两次加压——先轻压成型,再回填料后二次加压(手动操作)。或选用填充深度更大的设备。
成形性差的粉体(如石英粉、碳化硅):颗粒之间几乎没有结合力,压出的片剂一捏就碎。对策:添加粘合剂(PVA水溶液、石蜡、淀粉浆),混合均匀后干燥过筛再压片。或采用热压(加热使颗粒软化结合)。对于要求无添加的场合,可尝试极高压力(接近设备极限),但效果有限。
含水率异常的粉体:含水率<0.5%时容易产生静电、飞粉,片剂易碎;含水率>3%时粘冲严重,且片剂可能发霉。最佳含水率通常在1-3%之间(视物料而定)。可用快速水分仪测定,调节方法:干燥或加湿(喷雾后混匀密封过夜)。
弹性大的粉体(如橡胶粉、某些树脂):压片时压缩,卸压后回弹使片剂松散或开裂。对策:采用缓慢泄压(手动压片机缓慢释放压力,电动或全自动设阶梯泄压);或加热压片。如果仍无效,则需要改变配方(加入塑性填充剂)。
在没有专业粉体测试仪的情况下,可以用简易方法评估:
流动性:取50g粉体,从漏斗中自然流出,测量流出时间。如果能顺利流完且不堵塞,说明流动性合格;如果需敲击才下料,流动性差;如果完全不下料,极差。
压缩比:用量筒量取100ml松散粉末,在桌面上轻敲至体积不再减小,记录最终体积。压缩比=初始体积/最终体积。例如100ml敲至40ml,压缩比2.5。
成形性(直观):取少量粉体,用手指捏成团,然后放开。如果能保持形状不散,说明有一定成形性;如果一碰即散,则成形性差。
根据这些快速测试结果,可以初步判断是否需要调整参数或添加辅料。
填充深度:根据压缩比设置。设目标片厚H,压缩比R,则填充深度≈H×R。例如H=4mm,R=2,则填充深度8mm。
压片压力:成形性差的粉体需要更高压力(接近设备上限),但要注意不超过模具承受。压力以“恰好使片剂达到目标硬度”为准,不要盲目加压。
保压时间:弹性大的粉体需要较长保压(20-60秒);脆性粉末保压5-10秒即可;粘弹性粉体可在保压期间蠕变,提高片剂密度均匀性。
压片速度:流动性差的粉体应降低压片速度(手摇或电机调速),给填料留出足够时间。易飞粉的粉体也应低速压制,避免空气急速排出带走细粉。
以下粉体即使调整参数也很难直接用普通压片机压出合格片剂:
纤维状粉体(如木粉、纤维素、石棉):只有极少量粘合剂不足以提供强度,建议先与粘合剂混合造粒,或采用热压。
超细粉(D90<1μm):颗粒间范德华力极强,流动性极差,且容易粘附冲头。解决方案:先制成较大颗粒(喷雾干燥或挤压造粒),再压片。
高油性粉体(如含油脂的食品粉、某些中药粉):油脂会阻碍颗粒结合,且造成粘冲。应先脱脂或吸收油脂(加入微晶纤维素),或者将油脂微胶囊化后再压片。
低密度气凝胶:压缩比极大(>10),即使填充深度调到最大,压出的片剂仍极薄且强度低。不适合直接压片,应与其他粉体混合。
为了改善可压性,常常需要添加润滑剂、粘合剂或助流剂。但添加剂可能改变粉体的化学组成或影响后续使用(如催化反应中添加剂可能中毒催化剂)。原则:能不加就不加,如果必须加,选择不影响最终用途的种类,并控制最低有效量。例如药片常用硬脂酸镁(0.5-1%),但过量会显著降低片剂硬度和延缓崩解。陶瓷粉体可用PVA(1-2%)作为临时粘合剂,烧结后完全分解。金属粉末可用硬脂酸锌(0.3-0.5%),但需确认其残碳是否影响烧结。
添加剂应通过“逐级稀释”法混合均匀,避免局部过量。混合后的粉体需密封保存,防止吸潮或氧化。
如果粉体本身可压性较好(如大多数药粉、普通化工粉),选用MDP-6或MHDP-6即可。如果粉体需要高压力(如金属粉、陶瓷粉),且批量较大,应选择大吨位电动压片机(MD-20以上)。如果粉体极易团聚且要求高纯度,可考虑等静压压片机(均匀加压,减少添加剂使用)。对于研发阶段的不明粉体,建议先租用或借用一台小型单冲式压片机做可行性测试,再决定是否购买大型设备。
同一批粉体在不同时间可能因吸潮、沉降或氧化而改变特性,导致压片质量波动。建议每批粉体压片前重新测定休止角和水分,必要时调整参数。建立“粉体批次-压片参数-片剂质量”数据库,例如记录:批号、休止角、水分、压缩比、填充深度、压力、片重、硬度、崩解时间。当出现异常时,可以快速定位是粉体问题还是设备问题。
如果经常更换不同特性粉体,建议使用全自动压片机(MZD系列),将每种粉体对应的压片程序保存为配方,避免每次重新调试。
【粉体压片机特性测试与工艺优化】
不确定您的粉体能否压片、需要加什么助剂?我们提供粉体可压性评估服务(休止角、压缩比、成形性测试),并根据实测数据推荐压片参数或添加剂方案。
电话咨询粉体成型 或致电 189-7497-9799
* 提供付费粉体特性测试及压片工艺推荐。
免责申明: 本文中涉及的粉体特性评估方法和参数调整建议基于通用知识,不同粉体的实际表现可能存在差异。所有内容仅供客户参考,不构成绝对保证。具体工艺请结合小样试验。
相关文章
更多
技术文章
2026-04-30技术文章
2026-04-30技术文章
2026-04-30技术文章
2026-04-30

请拨打厂商400电话进行咨询
使用微信扫码拨号